Назначение
Ленточный фильтр-пресс в составе технологической линии является одним и эффективных средств для обезвоживания образующегося в процессе биологической очистки сточных вод избыточного активного ила.
Технические характеристики
| Наименование параметра | Единицы измерения |
Тип ЛФП | ||
| ПЛ-12 | ПЛ-16 | ПЛ-20 | ||
| Ширина лент | мм | 1200 | 1600 | 2000 |
| Скорость движения лент | м/мин | 2 – 10 | ||
| Электропривод ЛФП – мотор-редуктор: | ||||
| мощность | кВт | 2,2 | ||
| напряжение | В | 380 | ||
| Необходимые параметры подачи воздуха на
пневмосистему: | ||||
| расход воздуха, до | л/мин | 100 | ||
| минимальное давление | МПа | 0,5 | ||
| максимальное давление | МПа | 1 | ||
| Производительность по исходному осадку (по сухому веществу), не более | м3/ч (кг/ч) | 14 (600) | 20 (800) | 25 (1100) |
| Давление промывной воды | МПа | 0,5 – 0,7 | ||
| Расход промывной воды | м3/ч | 8 | 10 | 12 |
| Габариты | ||||
| ширина | мм | 2120 | 2520 | 2920 |
| длина | мм |
4050 | ||
| высота | мм |
1960 | ||
| Масса ЛФП, не более | кг | 4500 | 5300 | 5800 |
Описание конструкции
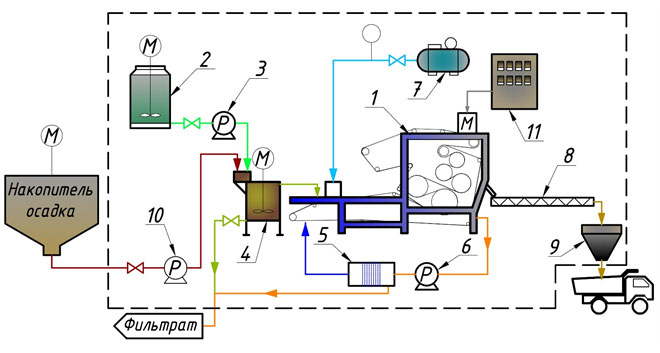
Рис. 1 – Фильтр-пресс. Технологическая схема механического обезвоживания осадка.
1. Фильтр-пресс. 2. Станция приготовления и хранения флокулянта. 3. Насос-дозатор флокулянта. 4. Смеситель осадка и флокулянта. 5. Система рециркуляции промывной воды. 6. Промывной насос. 7. Компрессор. 8. Транспортер для удаления осадка. 9. Накопительный бункер для осадка. 10. Насос-дозатор подачи осадка. 11. Система управления.
В состав типовой технологической линии входят:
- фильтр-пресс;
- поддон;
- регулируемый насос-дозатор для подачи исходного осадка;
- станция приготовления, разбавления и хранения запаса раствора флокулянта;
- насос-дозатор флокулянта;
- смеситель осадка и раствора флокулянта (флокулятор);
- компрессор;
- система управления комплексом обезвоживания;
- промывной насос;
- транспортер для удаления обезвоженного осадка;
- технологические емкости;
- технологическая обвязка в комплекте с запорной арматурой;
- электрические кабели;
- ЗИП.
Описание работы
Для улучшения водоотдающих свойств, сначала осадок обрабатывается раствором флокулянта. Специальный шламовый насос транспортирует его из сборных емкостей в барабан для предварительного сгущения и уравнивания поступающего на сетку потока на верхней ленте фильтр-пресса.
Напор подаваемой в аппарат суспензии является основным фактором всего процесса фильтрования.
Под давлением обрабатываемое вещество поступает внутрь системы с плотно сжатыми фильтровальными лентами и валами, где осадок зажимается между двумя перфорированными лентами и проходит через несколько (обычно 12 или 14) валов уменьшающегося диаметра. Это обеспечивает постепенное повышение давления на шлам, за счет чего оптимизируется процесс прессования и повышается производительность системы в целом.
Твердая фаза задерживается на поверхности фильтровального полотна, а жидкая свободно проникает через фильтровальную ткань и далее через систему каналов выводится из фильтра. Обезвоженный осадок при помощи скребка удаляется с ленты и сбрасывается в устройство выгрузки.
В нижней части пресса предусмотрен специальный лоток для сбора фильтрата, а для очищения лент – две промывочные линии, которые непрерывно обрабатывают их из форсунок перед поступлением новой партии осадка.
Варианты исполнения
Ленточный фильтр-пресс может быть изготовлен из конструкционной или нержавеющей стали.
Особенности и преимущества
К преимуществам использования комплекса обезвоживания осадка с использованием фильтр-пресса можно отнести:
- Надежность работы узлов комплекса;
- Автоматизацию технологических процессов;
- Экономичность энергопотребления;
- меньшее количество использования реагента (флокулянта).
